薄膜塗布でコストを抑えるには?ロールコーター活用時の確認ポイント
目次
塗布工程では、塗布液の使用量が多い、膜厚ムラによる不良が出る、マスキングや清掃に時間がかかる、乾燥・硬化工程の負荷が大きいといった問題が、コスト増につながります。特に、高機能材料や特殊な塗工液を扱う現場では、わずかな塗布ロスや不良率の上昇でも、製造原価に影響しやすくなります。
こうした課題への対応策として検討されるのが、必要な量を安定して塗布する薄膜塗布です。薄膜塗布は、単に「薄く塗る」技術ではありません。材料使用量、塗布ロス、乾燥負荷、歩留まりをまとめて見直し、製造コストの削減につなげるための工程設計です。
本記事では、薄膜塗布がコスト削減につながる理由を整理し、ロールコーターを活用する際の考え方や、導入前に確認しておきたいポイントを解説します。
薄膜塗布がコスト削減につながる理由
薄膜塗布によるコスト削減は、塗布液の使用量を減らすだけで成立するものではありません。材料費、工程時間、乾燥エネルギー、不良率、清掃負荷など、複数のコスト要因を同時に見直せる点に特徴があります。
材料使用量を抑えやすい
薄膜塗布では、必要な機能を満たす膜厚に合わせて塗布量を調整します。過剰に塗ってから除去する、余った塗布液を廃棄するといったロスを抑えやすくなるため、塗布液や機能性材料の使用量削減につながります。
薄膜構造にすることで材料の消費量を抑えやすく、採用できる塗布方法にも低コスト化を図りやすいものがあります。
乾燥・硬化工程の負荷を抑えやすい
塗布量が多いと、乾燥や硬化に必要な時間・エネルギーも増えやすくなります。薄膜塗布でウェット膜厚を抑えられれば、乾燥炉の滞留時間、加熱条件、ライン速度などを見直せる可能性があります。
ただし、乾燥条件は塗工液の溶剤量、固形分、基材の耐熱性、要求品質によって変わります。薄膜化による効果は装置仕様だけで判断せず、テスト塗工で膜厚、乾燥状態、外観、密着性などを確認することが重要です。
膜厚ムラによる不良低減につながる
薄膜塗布では、目標膜厚に対して均一に塗布することが求められます。膜厚が薄くなるほど、わずかなムラやスジが品質に影響する場合もあるため、塗布量を安定させる制御が欠かせません。
ロールコーターは、フィルムやシートなどの基材表面に塗工液を均一に塗工し、乾燥・硬化後に薄膜を形成する装置です。ロール間のクリアランスや回転速度比を調整して膜厚を制御できるため、連続生産で膜厚のばらつきを抑えたい場合の選択肢になります。
薄膜塗布で見直すべき主なコスト項目
薄膜塗布によるコスト削減を検討する際は、塗布液の使用量だけで判断しないことが大切です。実際の製造現場では、材料費に加えて、段取り、清掃、ライン停止などもコストに影響します。ここでは、薄膜塗布によって見直しやすい主なコスト項目を整理します。
塗布液・材料費
薄膜塗布でまず削減効果を検討しやすいのが、塗布液や機能性材料の使用量です。膜厚を必要以上に厚くしている場合、材料を多く使うだけでなく、乾燥時間や後工程の負荷も増えやすくなります。
特に、導電材料、接着剤、コーティング剤、機能性インクなど、単価の高い材料を扱う場合は、塗布量のわずかな差が製造原価に影響します。目標膜厚と許容範囲を明確にし、必要量を安定して塗布できる条件を設定することが、材料費削減の第一歩です。
マスキング・清掃・段取り替え工数
スプレー塗布などでは、塗布対象外への付着を防ぐためにマスキングが必要になる場合があります。塗料の飛散やミスト付着が多い工程では、周辺設備や治具の清掃にも時間がかかります。
マスキング、清掃、段取り替えにかかる時間は、材料費のように見えやすいコストではありません。それでも、作業者の工数、ライン停止時間、再立ち上げ時の確認作業まで含めると、無視しにくい負担になります。
薄膜塗布を検討する際は、「塗布液をどれだけ減らせるか」だけでなく、「塗布前後の作業をどれだけ減らせるか」も確認しておく必要があります。
不良・再加工・廃棄コスト
膜厚ムラ、ピンホール、スジ、液だまり、端部の盛り上がりなどが発生すると、外観不良や機能不良につながる場合があります。不良品が出れば、再加工、検査、廃棄、納期調整などの追加コストが発生します。
薄膜塗布では膜厚が薄くなる分、塗布条件のばらつきが品質に影響しやすくなります。膜厚を下げるだけでなく、基材の搬送安定性、塗工液の粘度、乾燥条件まで含めて調整することが重要です。
乾燥炉・エネルギー・ライン停止時間
塗布量が多いほど、乾燥や硬化に必要な時間・熱量は増えやすくなります。薄膜化によって塗布量を抑えられれば、乾燥炉の設定温度、滞留時間、ライン速度、エネルギー使用量を見直せる可能性があります。
ただし、乾燥条件は塗工液の種類や溶剤量、基材の耐熱性、求められる品質によって異なります。乾燥不足は密着不良やブロッキング、外観不良につながるため、コスト削減だけを優先して条件を下げるのは避けるべきです。
乾燥工程まで含めて検討すると、薄膜塗布によるコスト削減効果をより現実的に判断しやすくなります。
装置価格だけでなくランニングコストも比較する
薄膜塗布の設備導入では、装置本体の価格だけでなく、日々の運用コストも確認する必要があります。消耗部品、清掃頻度、塗布液のロス、立ち上げ時の調整時間、不良発生時の対応などが、長期的なコストに影響します。
装置を比較する際は、初期費用に加えて、材料使用量、歩留まり、メンテナンス性、条件出しのしやすさも同じ条件で確認することが重要です。
薄膜塗布に使われる主な方式と特徴
薄膜塗布には複数の方式があり、対象となる基材、塗工液の性質、必要な膜厚、量産性によって適した方法は変わります。コスト削減を狙う場合も、単に塗布量を減らせる方式を選ぶのではなく、自社の工程で安定して再現できるかを確認することが重要です。
スプレー塗布
スプレー塗布は、塗工液を霧状にして対象物へ吹き付ける方式です。凹凸のある部品や立体形状にも対応しやすく、部分塗布にも使われます。
一方で、塗布対象外への飛散やミスト付着が発生しやすい場合があり、材料ロスやマスキング、清掃工数が課題になることがあります。薄膜スプレー塗布を検討する際は、塗着効率、マスキング範囲、清掃頻度まで含めて評価する必要があります。
インクジェット塗布
インクジェット塗布は、必要な位置に微量の液滴を吐出する方式です。パターン塗布や部分塗布に対応しやすく、塗布液を必要な箇所に限定しやすい点が特徴です。
ただし、吐出できる液体の粘度や粒子径に制約がある場合があり、使用する塗工液によっては事前検証が必要です。量産時には、ノズル詰まり、吐出安定性、塗布速度も確認しておきます。
ロールコーター
ロールコーターは、ロールを使って基材表面に塗工液を転写する方式です。フィルム、紙、金属板、シート状材料など、平面基材への連続塗工で検討されやすい方法です。
ロール間のクリアランスや回転速度、塗工液の粘度、基材の搬送条件などを調整することで、膜厚を管理しながら塗布できます。量産ラインで一定幅の基材に連続して塗布する場合、膜厚の安定性と生産性を両立しやすい方式として候補になります。
ロールコーターには複数の方式があります。薄膜塗布でコスト削減を狙う場合は、塗工液・基材・目標膜厚に合う方式を選ぶことが重要です。
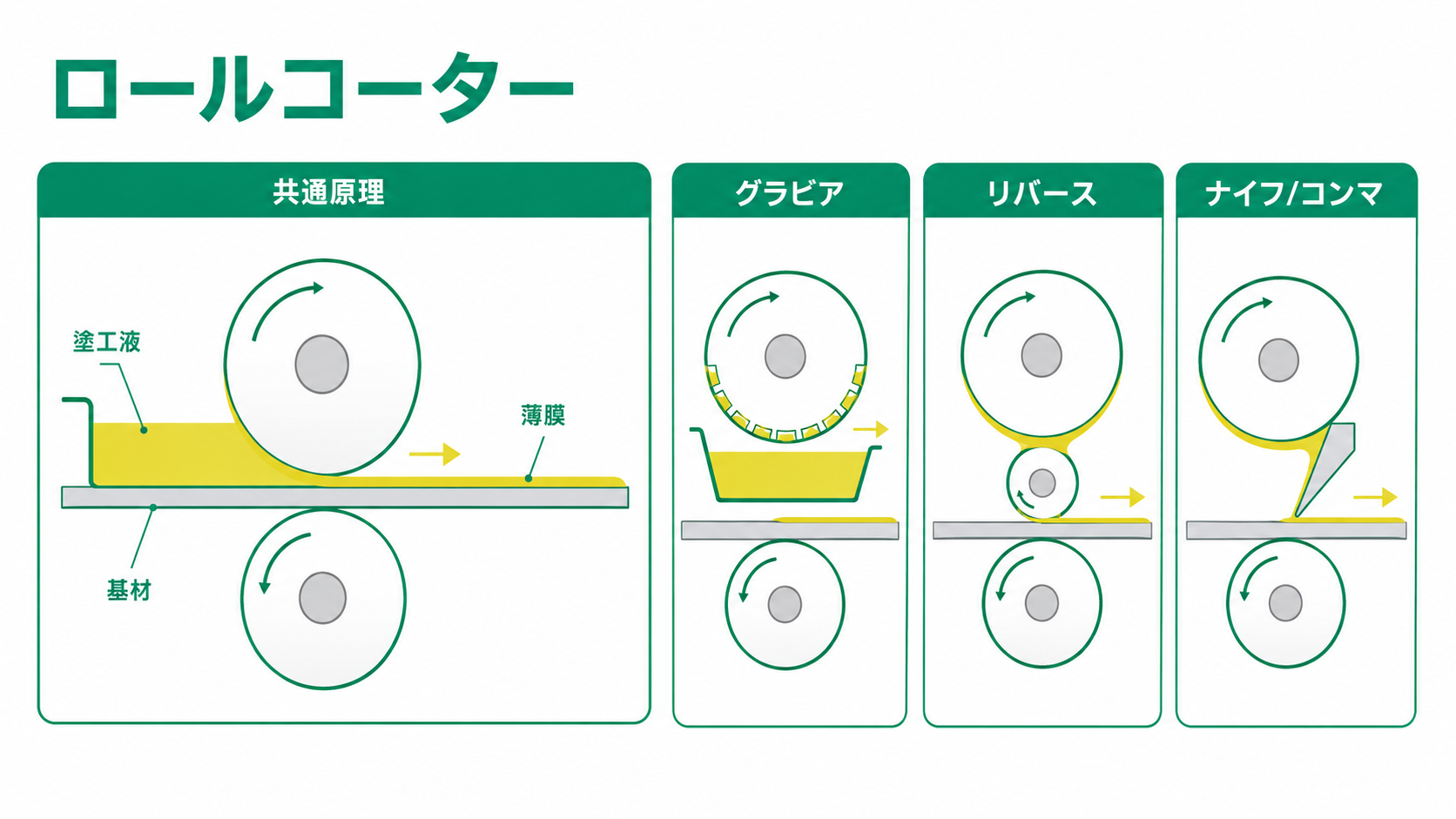
グラビアコーター
彫刻されたセルを持つロールに塗工液を保持し、基材へ転写する方式です。塗布量を制御しやすく、薄膜の連続塗工で検討されます。
リバースコーター
塗布ロールと基材を逆方向に動かして塗工液を転写する方式です。膜厚調整がしやすく、均一な塗布面を得たい場合に検討されます。
ナイフコーター・コンマコーター
基材上の塗工液をナイフやコンマロールでならし、膜厚を調整する方式です。塗工液の粘度や必要膜厚に応じて選定されます。
同じロールコーターでも、方式ごとに対応しやすい膜厚や塗工液は異なります。塗工液・基材・目標膜厚に合うロール方式を選ぶことが、材料ロスや不良の抑制につながります。
方式選定では「基材」「塗工液」「量産条件」をそろえて比較する
薄膜塗布の方式を比較する際は、カタログ上の対応膜厚や処理速度だけで判断しないことが重要です。同じ方式でも、基材の表面状態、塗工液の粘度、乾燥条件、ライン速度によって仕上がりは変わります。
比較時には、基材の材質・幅・厚み、塗工液の固形分・粘度・乾燥条件、目標膜厚、許容ムラ、量産時のライン速度をそろえて確認します。条件をそろえることで、初期費用だけでなく、材料ロスや歩留まりまで含めた比較がしやすくなります。
ロールコーターが薄膜塗布のコスト削減に向くケース
ロールコーターは、すべての薄膜塗布に向くわけではありません。立体形状や複雑な凹凸がある部品では、スプレー塗布やディスペンス塗布の方が適する場合もあります。
一方で、フィルムや紙、金属板などの平面基材に対して、連続的に一定量を塗布したい場合は、ロールコーターが候補になります。材料ロスや膜厚ムラを抑えながら量産性を確保したい工程で、特に検討しやすい方式です。
フィルム・紙・金属板など平面基材へ連続塗工したい場合
ロールコーターは、シート状・板状の基材を搬送しながら塗工できるため、連続生産に向いています。一定幅の基材に同じ条件で塗布し続ける工程では、作業のばらつきを抑えやすくなります。
手作業やバッチ処理で塗布している場合、塗布量や仕上がりが担当者ごとに変わることがあります。ロールコーターによる連続塗工へ切り替えることで、塗布条件の再現性を高めやすくなります。
塗布量を安定させ、膜厚ムラを抑えたい場合
薄膜塗布では、目標膜厚に対してどれだけ安定して塗布できるかが重要です。膜厚が不安定になると、機能不足、外観不良、再加工、廃棄につながる可能性があります。
ロールコーターでは、ロール間のクリアランス、ロール速度、塗工液の粘度、基材搬送条件などを調整しながら膜厚を管理します。条件出しができれば、薄膜を一定条件で連続塗布しやすい点がメリットになります。
スプレー塗布の飛散や塗料ロスを抑えたい場合
スプレー塗布では、塗布対象外への飛散やミスト付着が発生する場合があります。その結果、材料ロス、マスキング作業、設備清掃、周辺環境の管理が必要になることがあります。
ロールコーターはロールを介して基材に塗工液を転写するため、スプレー塗布と比べて飛散を抑えやすい方式です。塗布対象が平面基材であれば、塗料ロスや清掃工数の見直しにつながる可能性があります。
量産ラインで再現性を重視したい場合
量産工程では、試作時に良好な結果が出ても、同じ品質を継続して再現できなければコスト削減にはつながりません。膜厚、外観、乾燥状態、密着性などを安定して維持できることが重要です。
ロールコーターは、塗布条件を数値で管理しやすく、連続生産での再現性を確認しやすい方式です。材料費だけでなく、歩留まりやライン停止時間まで含めて削減を検討する場合に、比較対象として有効です。
薄膜塗布でコスト削減を狙う際の導入前チェックポイント
目標膜厚と許容ムラを明確にする
まず確認したいのが、必要な膜厚と許容できるばらつきです。薄く塗るほど材料使用量は抑えやすくなりますが、機能を満たせない膜厚では品質不良につながります。
コスト削減を目的にする場合も、必要性能を満たす膜厚範囲を明確にしたうえで、塗布方式や装置条件を検討することが大切です。
基材の材質・幅・厚み・表面状態を確認する
同じ塗工液でも、基材の材質や表面状態によって濡れ性、密着性、膜厚の安定性は変わります。フィルム、紙、金属板、樹脂シートなど、基材ごとの特性を整理しておく必要があります。
ロールコーターを検討する場合は、基材の幅や厚み、搬送時のたわみ、表面の凹凸、既存ラインとの接続条件も確認しておくと、装置選定が進めやすくなります。
塗工液の粘度・固形分・乾燥条件を整理する
塗工液の粘度、固形分、溶剤量、乾燥温度、乾燥時間は、薄膜塗布の仕上がりに大きく影響します。膜厚だけでなく、乾燥後の外観、密着性、硬化状態も確認が必要です。
塗工液の条件が変わると、適したロール方式や乾燥条件も変わります。材料メーカーの仕様値や現在の工程条件を整理したうえでテスト塗工に進むと、比較しやすくなります。
テスト塗工で歩留まりとロス率を確認する
薄膜塗布の効果は、カタログ値だけでは判断しにくい部分があります。実際の基材と塗工液を使い、膜厚分布、外観、不良率、乾燥状態、清掃性などを確認することが重要です。
特にコスト削減を目的とする場合は、材料使用量だけでなく、立ち上げ時のロス、清掃時間、歩留まり、ライン停止時間も確認しておきます。テスト塗工の結果をもとに、初期費用とランニングコストを分けて比較することで、導入後の効果を判断しやすくなります。
メーカーや装置を選ぶ際は対応範囲も確認する
ロールコーターを選定する際は、装置単体の仕様だけでなく、テスト塗工、条件出し、乾燥工程、既存ラインとの接続、メンテナンス対応まで確認しておくと安心です。
扱う基材に近い実績があるかも、比較ポイントになります。自社の基材や塗工液に近い条件で相談できるメーカーであれば、薄膜塗布によるコスト削減の可能性を具体的に検討しやすくなります。
まとめ
薄膜化を検討する際は、材料使用量だけでなく、塗布ロス、不良、清掃工数、乾燥負荷まで含めて確認することが重要です。ロールコーターは、フィルムや紙などの平面基材に連続して塗布したい場合に候補となる方式です。ただし、効果を判断するには、基材や塗工液、目標膜厚、乾燥条件を整理し、テスト塗工で仕上がりや歩留まりを確認する必要があります。
装置を比較する際は、初期費用だけでなく、材料ロスや不良率、メンテナンス性なども含めて検討するとよいでしょう。
CHECK
薄膜塗布に対応するロールコーターを
比較検討したい方へ
比較検討したい方へ
薄膜化によるコスト改善を検討する際は、塗布方式だけでなく、基材との相性を確認することが重要です。フィルム、紙、金属板など、扱う基材によって適したロール方式や装置構成は変わります。
本サイトでは、基材別にロールコーターを扱う企業を紹介しています。装置の導入や入れ替えを比較検討する際の参考にしてください。
素材で選ぶ
ロールコーターおすすめ3選
ロールコーターおすすめ3選
ロールコーターは、扱う基材に応じて製品を選ぶことで、生産性やコスト削減の向上が可能。
ここでは、「PET/PP/PCの基材」「高粘度液を使う基材」「超薄膜が必要な基材」と主要な基材ごとにおすすめの製品を扱うメーカーを紹介します。
包装材・機能性フィルムなど
PET/PP/PCの基材
PET/PP/PCの基材
反り・収縮・ムラを抑えられる
ファーネス

こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- 薄くて柔らかいため、乾燥中に収縮しやすい
- 部位ごとの収縮差で反りやムラが発生しやすい
ファーネスなら解決できる理由
- 業界でも珍しいμm単位のロール溝加工技術を保有。柔らかく反りやすい薄膜素材にも適切な溝形状を設計し、膜厚ムラを抑えた均一な塗布を実現
- 張力・温度制御を備えたライン設計が可能。新設・既存の乾燥炉に両対応し、収縮や歪みを抑制
プリント基板・防振材など
高粘度液を使う基材
高粘度液を使う基材
流れにくい液でもムラを減らせる
ヒラノテクシード
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- ローラーを回しても、液が固くて動かない
- 自重でなじみにくい高粘度液により、膜厚ムラが出てしまう
ヒラノテクシードなら解決できる理由
- 一般的に20,000 mPa・s程度が上限とされる中、最大50,000 mPa・sの高粘度液に対応した高トルク設計(※)で、接着剤やペーストでも安定搬送が可能
- 液を加温して粘度を下げることで、粘りのある液体にも適切な流動性を与え、ムラなく塗布できる
タッチパネル・液晶画面など
超薄膜が必要な基材
超薄膜が必要な基材
静電気・異物によるムラを防ぐ
テクノロール
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- μm単位の薄膜のため、ほんのわずかなムラや歪みでもすぐ不良になる
- 膜厚測定時の接触や静電気による異物付着で、欠陥や歩留まり低下に
テクノロールなら解決できる理由
- 非接触膜厚センサーを搭載しており、触れずに厚み・ムラを詳細に測定可能。傷つきやすい基材でも表面に悪影響を与えることなく、品質を保てる
- 静電気除去ロールによって、異物の付着を抑制し、不良発生を抑えて安定した歩留まりを実現
※通常、高粘度対応モデルの装置でも10,000〜20,000mPa・s程度が上限であることが多い。