ロールコーターとバーコーターの違いとは
目次
ロールコーターの導入を検討している企業向けに、ラボ用のバーコーターと量産用のロールコーターの違いを解説します。バーコーターは少量の材料で手軽に塗工できる治具ですが、手塗りから自動機へのスケールアップにおいては様々な課題が生じる場合もあります。
本記事では、直面しやすいギャップとその解決のポイントをご紹介します。
バーコーターが選ばれる理由
ラボ段階において、なぜバーコーターが主流として活用されているのでしょうか。その理由を詳しく解説していきます。
手塗りの手軽さと初期導入コストの低さ
バーコーターは、少量の材料さえあれば誰でも簡単に素早く塗工できるという手軽さが大きな魅力です。大掛かりな設備を必要としないため、ロールコーターなどの自動機と比較して導入コストが低く抑えられる点も特徴といえます。そのため、研究開発における初期の試作や条件出しのツールとして広く選ばれています。
ワイヤーバーによる膜厚制御の基本的な仕組み
バーコーターは、ステンレス製のシャフトに細いワイヤーが密に巻かれた構造をしています。このワイヤーの隙間を塗工液が通り抜ける原理を利用しており、ワイヤーの直径(番手)を変更するだけでウェット膜厚を簡単にコントロールできるのが特徴です。複雑な設定を必要とせず、手軽に目的の膜厚を得られます。
「バー方式」から「ロール方式」への転換メリット
ラボでの手塗りで条件が固まった後、量産化に伴いロールコーターなどの自動機へ転換することで、どのような恩恵が得られるのかを整理します。
連続生産への対応力と作業の自動化
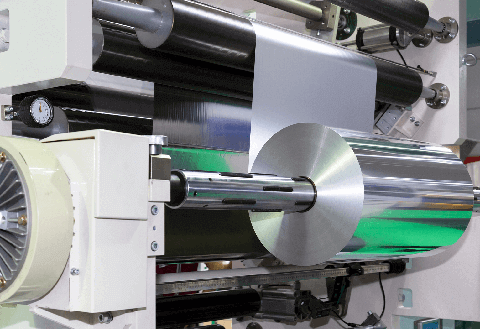
ロールコーターを導入する利点は、作業の自動化にあります。ロール状の基材を連続的に巻き出しながら塗工し、そのまま巻き取る「ロールtoロール」方式が可能になる仕組みです。これにより、手作業による手間が省け、大量生産に向けた安定した稼働が実現し、生産現場の省力化にも大きく貢献します。
塗工速度の向上とタクトタイムの短縮
自動機への移行により、手塗りと比較して塗布スピードが向上します。ロールtoロール方式であれば、基材のセッティングや取り外しといった生産工程の中断がほとんどなくなるため、継続的な加工が実現します。その結果、タクトタイムが短縮され、工場全体の生産効率が高まるというメリットを享受できます。
ラボから量産ラインへスケールアップする際の注意点
ラボ機(手塗り)から量産機(ロール方式)へ移行する際には、特有の課題が発生する可能性があります。ここでは、注意すべきポイントと対策を解説します。
大量生産時に起こる塗布液のレオロジー(流動性)変化への対応
手塗りの場合と異なり、ロールコーターではロール間を通過する際などに塗工液へ高いせん断力(シェア)がかかります。この「高シェアレート下」では、液の粘度や流動性(レオロジー)が想定以上に変化し、塗りムラや膜厚のばらつきといった品質不良を引き起こす要因となります。そのため、従来の粘度計では把握しきれない高シェアレートでの動粘度を専用の測定器(ハイシェアー粘度計など)で解析し、量産機の稼働条件に合わせて塗工液の成分や粘度を事前に最適化しておく対応が求められます。
装置の切り替えに伴うテスト塗工(再現性確認)の重要性
手塗り用のバーと自動機のロールでは、塗布時にかかる圧力やせん断力が異なり、ラボで成功した条件がそのまま量産機で通用しないという「ギャップ」が生じやすくなります。これを防ぐには、パイロットコーターを活用して事前に量産機に近い環境でシミュレーションを行うことが有効です。量産ラインでのトラブルや手戻りを未然に抽出し、テストによる無駄な材料ロスを最小限に抑えることができます。
塗布から乾燥までの「インライン化」と初期設備投資の最適化
自動機へ移行する際は、塗布後の乾燥工程とどのようにつなぐかが課題となります。このとき、塗工と乾燥を連続して行えるインライン設計が可能な装置を選ぶことがひとつのポイントとして挙げられます。既存の乾燥設備をうまく活用して組み合わせることで、大掛かりな新規設備投資を避け、初期費用を適切に抑えられる可能性があります。
まとめ
バーコーターによる手軽な手塗りから、連続生産が可能なロールコーターへのスケールアップには、圧力の違いやレオロジー変化といった特有のギャップが存在します。それぞれの特性を正しく理解したうえで、テスト塗工による事前確認や、初期投資を抑えたインライン化の検討を行い、自社に最適な装置選定を進めてください。
素材で選ぶ
ロールコーターおすすめ3選
ロールコーターおすすめ3選
ロールコーターは、扱う基材に応じて製品を選ぶことで、生産性やコスト削減の向上が可能。
ここでは、「PET/PP/PCの基材」「高粘度液を使う基材」「超薄膜が必要な基材」と主要な基材ごとにおすすめの製品を扱うメーカーを紹介します。
包装材・機能性フィルムなど
PET/PP/PCの基材
PET/PP/PCの基材
反り・収縮・ムラを抑えられる
ファーネス

こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- 薄くて柔らかいため、乾燥中に収縮しやすい
- 部位ごとの収縮差で反りやムラが発生しやすい
ファーネスなら解決できる理由
- 業界でも珍しいμm単位のロール溝加工技術を保有。柔らかく反りやすい薄膜素材にも適切な溝形状を設計し、膜厚ムラを抑えた均一な塗布を実現
- 張力・温度制御を備えたライン設計が可能。新設・既存の乾燥炉に両対応し、収縮や歪みを抑制
プリント基板・防振材など
高粘度液を使う基材
高粘度液を使う基材
流れにくい液でもムラを減らせる
ヒラノテクシード
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- ローラーを回しても、液が固くて動かない
- 自重でなじみにくい高粘度液により、膜厚ムラが出てしまう
ヒラノテクシードなら解決できる理由
- 一般的に20,000 mPa・s程度が上限とされる中、最大50,000 mPa・sの高粘度液に対応した高トルク設計(※)で、接着剤やペーストでも安定搬送が可能
- 液を加温して粘度を下げることで、粘りのある液体にも適切な流動性を与え、ムラなく塗布できる
タッチパネル・液晶画面など
超薄膜が必要な基材
超薄膜が必要な基材
静電気・異物によるムラを防ぐ
テクノロール
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- μm単位の薄膜のため、ほんのわずかなムラや歪みでもすぐ不良になる
- 膜厚測定時の接触や静電気による異物付着で、欠陥や歩留まり低下に
テクノロールなら解決できる理由
- 非接触膜厚センサーを搭載しており、触れずに厚み・ムラを詳細に測定可能。傷つきやすい基材でも表面に悪影響を与えることなく、品質を保てる
- 静電気除去ロールによって、異物の付着を抑制し、不良発生を抑えて安定した歩留まりを実現
※通常、高粘度対応モデルの装置でも10,000〜20,000mPa・s程度が上限であることが多い。