ロールコーターとスピンコーターの違いとは
目次
半導体や光学フィルムの製造において、スピンコーターによる薬液ロスや生産性の低さに課題を感じていませんか。
本記事では、スピンコーターとロールコーター(ロールtoロール)の違いを比較し、連続塗工へ切り替えることによる生産性向上やコスト削減のメリット、導入時の検討ポイントについて解説します。
また、スピンコーターは「シリコンウェハのような硬く平坦な基板」、ロールコーターは「プラスチックフィルムなどの曲がる長尺材」を対象とするため、方式の切り替えは「フレキシブルデバイスやフィルム基材への工法転換」が前提となる点も踏まえて解説します。
スピンコーターの強みと課題
強み:ナノレベルの均一な膜が作れる
スピンコーターは、基板を高速回転させ、遠心力を利用して塗工液を広げる手法です。ウェハやガラスなどの平坦な基板に対して、短時間で均一な薄膜を形成できるという特徴を持っています。ナノレベルの精密な膜厚制御が求められる工程においては、この均一性が大きな強みと言えるでしょう。
課題:塗料ロスとバッチ処理による生産性の限界
遠心力によって液を広げるという原理上、基板に供給された塗工液の90%以上(※)が振り落とされてしまうという根本的な課題が存在します。大半の液がロスとなるため、特に単価の高い材料を使用するケースでは生産コストの増大を招きやすく、材料を無駄なく使うという観点から大きな制約を受けかねません。
また、スピンコーターは基板を1枚ずつ装置にセットして加工するバッチ処理(枚葉式)であるため、基板の交換ごとに装置が止まってしまい、大量生産において処理量を上げにくい点も課題です。
※参照元:SDI/ディップコーティングのお役立ちコラム(https://www.sdicompany.com/column/dip-coating-vs-spin-coating/)
ロールtoロールへ切り替える2つのメリット
バッチ処理から連続処理への移行による処理量改善
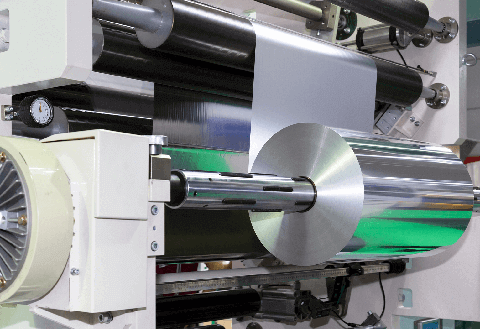
スピンコーターのような1枚ずつ処理を行うバッチ処理(枚葉式)から、ロール状の材料を連続で送り出し、加工後に巻き取るロールtoロール方式(連続塗工)へ移行することで、生産性は改善します。
枚葉方式のように1枚ごとの基板セットや取り出しに要する手間・待ち時間がなくなり、材料交換の頻度が減少。加工を止めずに長尺の材料を流し続けられるため、同じ作業時間でもより多くの材料を加工でき、全体的な処理量(スループット)の向上が期待できるでしょう。
「塗料ロス削減」によるコスト最適化
半導体や光学分野で高価な薬液を用いる場合、90%以上(※)とされるスピン方式特有の無駄な塗料消費(ロス)をいかに減らすかが重要です。この甚大な塗料ロスを削減し、必要な分だけを連続して塗布する方式へ切り替えることは、材料コストの抜本的な最適化に直結します。高価な薬液を使う工程ほど、無駄なく材料を使うことで得られるコストダウン効果は向上し、結果として浮いた材料費によって、新しい装置の導入費用をより早く回収できるようになります。単なる塗料の節約にとどまらず、中長期的な設備投資の採算性まで向上する点は、方式変更の大きなメリットと言えるでしょう。
※参照元:SDI/ディップコーティングのお役立ちコラム(https://www.sdicompany.com/column/dip-coating-vs-spin-coating/)
連続化(ロールtoロール)に伴う技術課題と対策
搬送時の「張力制御」と「蛇行制御」の壁
枚葉式から連続式へ移行する際には、搬送技術という新たな課題に直面します。長尺の基材を連続して引っ張りながら搬送するため、張力(テンション)の管理が不十分だと、材料の伸びやシワといった歪みが発生します。さらに、基材が進行方向から左右にずれることを防ぐ「蛇行制御(EPC)」も重要になります。精密な膜厚制御を実現しつつ、枚葉式にはないこれら特有の搬送制御をこなせる装置選びが安定稼働の鍵を握ると言えます。
クリーン環境構築と乾燥工程のインライン化
連続生産においては、塗工だけでなく乾燥工程も連続して行う(インライン化)前提で設備を設計する必要があります。熱による基材の伸縮や変形を防ぐためには、塗工から乾燥、硬化に至るプロセス全体を見渡した調整が不可欠です。また、半導体・光学用途では、長尺材を連続搬送する際に発生する静電気や粉塵による異物混入を防ぐため、ライン全体でのクリーン環境の構築も重要になります。
注意点として、連続プロセスは一度条件が狂うと、長尺の材料が連続してロス(無駄)になってしまうリスクも持ち合わせています。そのため、事前のシビアな条件出しと、装置の安定稼働が求められます。
まとめ
硬い基板を前提としたスピンコーターから、フィルム基材などを用いたロールtoロール方式へ切り替えることで、処理能力の向上と甚大な塗料ロスの削減による材料コスト最適化が期待できます。
導入にあたっては、連続搬送ならではの張力・蛇行制御や、ライン全体のクリーン化、乾燥工程のインライン化といった特有の課題をクリアしなければなりません。高価な薬液を無駄なく使い、安定した連続生産を実現するためには、自社の材料特性や生産要件に合った最適な装置をしっかりと見極めることが重要です。
素材で選ぶ
ロールコーターおすすめ3選
ロールコーターおすすめ3選
ロールコーターは、扱う基材に応じて製品を選ぶことで、生産性やコスト削減の向上が可能。
ここでは、「PET/PP/PCの基材」「高粘度液を使う基材」「超薄膜が必要な基材」と主要な基材ごとにおすすめの製品を扱うメーカーを紹介します。
包装材・機能性フィルムなど
PET/PP/PCの基材
PET/PP/PCの基材
反り・収縮・ムラを抑えられる
ファーネス

こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- 薄くて柔らかいため、乾燥中に収縮しやすい
- 部位ごとの収縮差で反りやムラが発生しやすい
ファーネスなら解決できる理由
- 業界でも珍しいμm単位のロール溝加工技術を保有。柔らかく反りやすい薄膜素材にも適切な溝形状を設計し、膜厚ムラを抑えた均一な塗布を実現
- 張力・温度制御を備えたライン設計が可能。新設・既存の乾燥炉に両対応し、収縮や歪みを抑制
プリント基板・防振材など
高粘度液を使う基材
高粘度液を使う基材
流れにくい液でもムラを減らせる
ヒラノテクシード
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- ローラーを回しても、液が固くて動かない
- 自重でなじみにくい高粘度液により、膜厚ムラが出てしまう
ヒラノテクシードなら解決できる理由
- 一般的に20,000 mPa・s程度が上限とされる中、最大50,000 mPa・sの高粘度液に対応した高トルク設計(※)で、接着剤やペーストでも安定搬送が可能
- 液を加温して粘度を下げることで、粘りのある液体にも適切な流動性を与え、ムラなく塗布できる
タッチパネル・液晶画面など
超薄膜が必要な基材
超薄膜が必要な基材
静電気・異物によるムラを防ぐ
テクノロール
こんな業界の方におすすめ
こんな課題を持つ方におすすめ
- μm単位の薄膜のため、ほんのわずかなムラや歪みでもすぐ不良になる
- 膜厚測定時の接触や静電気による異物付着で、欠陥や歩留まり低下に
テクノロールなら解決できる理由
- 非接触膜厚センサーを搭載しており、触れずに厚み・ムラを詳細に測定可能。傷つきやすい基材でも表面に悪影響を与えることなく、品質を保てる
- 静電気除去ロールによって、異物の付着を抑制し、不良発生を抑えて安定した歩留まりを実現
※通常、高粘度対応モデルの装置でも10,000〜20,000mPa・s程度が上限であることが多い。